
|
|
#31
 06-11-2013, 01:39 AM
06-11-2013, 01:39 AM
|
|||
|
|||
|
Quote:
If you search the site you will also find PSA abrasive rolls of all grits, and you can cut these into 24" lengths as well. A roll of 60, 80 and 120 should suffice. 
|
|
#32
06-11-2013, 08:19 PM
|
|||
|
|||
|
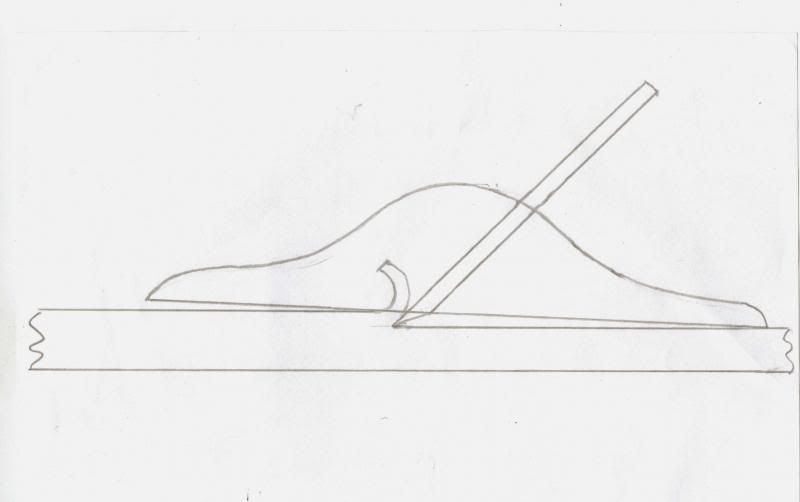
I could not find an online illustration of hand plane cutting geometry, so I just drew one. This may explain why producing a flat surface is not automatic, even when the plane bottom is perfectly flat.
 In the late-1970's, I bought a rusty no name #3 Stanley copy at the flea market for 25 cents. The handles were long gone, and nothing came apart easily. I loosened the frozen adjusting nut (which was steel instead of brass) with repeated applications of penetrating oil and heat. Because I had access to a machine shop at the time, I ground the bottom and sides on a surface grinder. I also ground both sides of the blade. After a paint job and new homemade walnut handles, I had a plane that would cut the mustard. It is by no means the largest plane I have, since I also have a #6 Stanley and a #8 Lakeside. But this is the one I use the most for jointing soundboards.  My other favorite is a Stanley #101, which was originally marketed as a toy plane. The original ones are cast iron instead of sheet metal, and the early ones are really well made.  Unlike some small block planes, this one has a 45 degree blade angle, with the bevel on the bottom side of the blade. This gives it the same cutting geometry as the smooth planes. Last edited by John Arnold; 06-11-2013 at 08:42 PM.
|
|
#33
06-12-2013, 02:05 AM
|
|||
|
|||
|
So I've finished lapping the sole and the down side of the plane. Here's a before shot with some permanent marker highlighting how much work had to be done on the plane. The toe and heel were the only thing touching the paper.
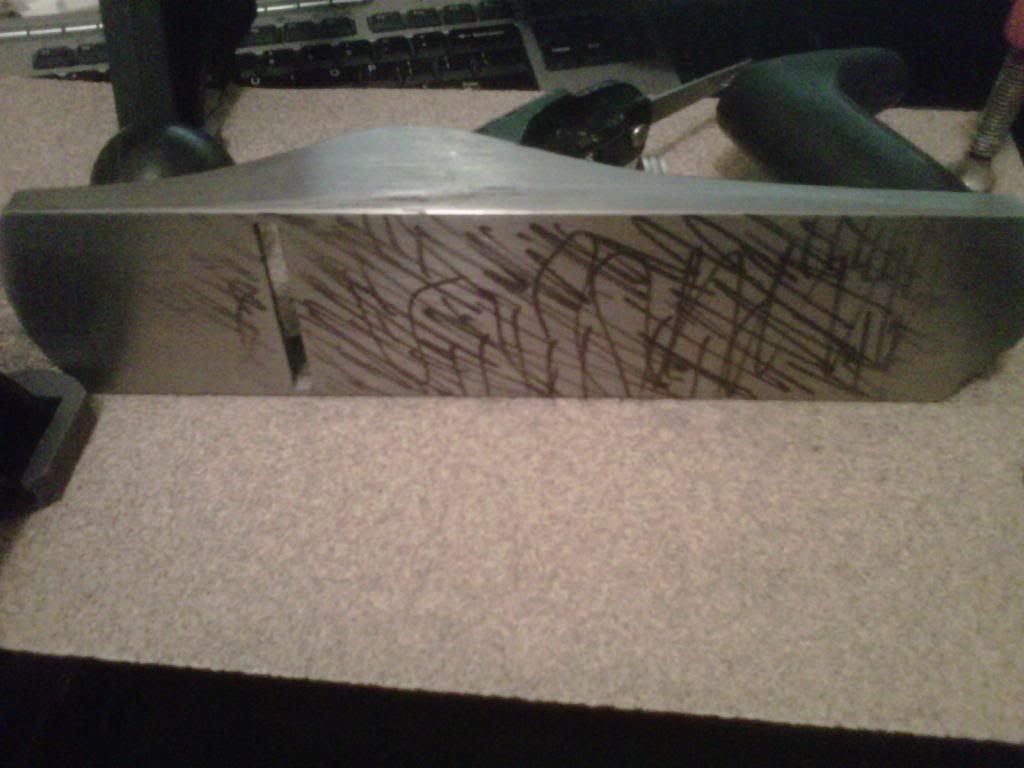 And after. This shot also shows my iron and the honing guide I made.  Tomorrow night I'll cut into some of the WRC boards I've got, see if I can't get a good joint. I appreciate all the input and thoughts you guys have given me.
|
|
#34
06-12-2013, 06:49 AM
|
|||
|
|||
|
Nice work Viking. Look forward to hearing your results (hopefully all positive). ;-)
__________________
---- Ned Milburn NSDCC Master Artisan Dartmouth, Nova Scotia
|
|
#35
06-13-2013, 02:50 AM
|
|||
|
|||
|
Quote:
What will happen there is that the workpiece will have a perfectly flat surface machined as long as the back of the workpiece is in contact with the infeed table, and as long as the machined part of the workpiece is not making contact with the outfeed table. When the weight of the workpiece forces the machined surface to make contact with the outfeed table, then you get snipe, which effectively produces a convex surface, but never a concave surface. By the same token, a handplane with a perfectly flat sole will never per se have a tendency to produce a concave surface, although of course a concave surface can easily be produced by technique. Theoretically, and assuming that the function of the plane is always to produce a dead straight and flat surface, the correct geometry for a handplane would be to have the center of the rear of the sole a few thou proud of the front of the sole ( for the width of the blade ), and have the edge of the blade set exactly in line with the rear of the sole, but I don't envisage manufacturers producing such a tool any time soon...
|
|
#36
06-13-2013, 09:10 AM
|
|||
|
|||
|
Quote:
with pretty much the same result. like mr arnold, i too have revived ancient planes. i had access to a surface grinder and was able to not only true up the sole, but square up the sides as well. most neglect this area. it's not uncommon for a commodity plane to be out of flatness on the sole up to .010 but the sides usually run almost .030 out of perpendicularity. if you have access to a machine shop with a surface grinder this is the way to go imo. Last edited by arie; 06-13-2013 at 09:18 AM.
|
|
#37
06-15-2013, 02:24 PM
|
|||
|
|||
|
Quote:
Eventually, I think I'll probably be able to get it down to 10 minutes or less. With the plane finely adjusted, seems like a good formula for success will be... to first make sure that the edges are surfaced, then 1 or 2 more even cuts, candle, then shave the high points till a successful candle. It's funny, takes more time situating the wood in and out of the clamps on the shooting board than the actual planing. And there's something about the sensations of a sharp blade cutting through the wood. Makes a hissing sound and has a very particular feel, like the wood is subtly resisting the blade. Very satisfying experience. Thanks for the help guys.
|
|
#38
06-15-2013, 09:53 PM
|
|||
|
|||
|
Quote:
__________________
---- Ned Milburn NSDCC Master Artisan Dartmouth, Nova Scotia
|
|
#39
06-15-2013, 10:55 PM
|
|||
|
|||
|
Quote:
http://www.lie-nielsen.com/pdf/shootingboard.pdf You can lose the clamps. Last edited by charles Tauber; 06-15-2013 at 11:10 PM.
|
|
#40
06-16-2013, 03:45 PM
|
|||
|
|||
|
Quote:
|
|
#41
06-16-2013, 04:25 PM
|
|||
|
|||
|
The forces on the board to be jointed are mostly longitudinal. The stop at the end of the shooting board takes that force. Not very much force is required laterally to keep the board against the blade.
The arrangements shown are common, traditional cabinetmakers' shooting boards. Often they will have a piece on the near end attached to the bottom to act like a bench hook. If you unfamiliar with a bench hook, another traditional cabinetmaker's tool, it will be well worth your while to do so and make one yourself.
|
|
#42
06-20-2013, 03:15 PM
|
|||
|
|||
|
At this point, I would just like to add an addendum concerning truing up the sides of your plane.
Charles and I have crossed swords before on this matter , my take being that it is not strictly necessary for the sole and the side to be square to each other since you can easily compensate by shimming the side to bring it to a perfect right angle. Nonetheless, there is no disputing that it is definitely preferable if the side of the plane is at a perfect 90 degrees to the sole, and there is also no disputing that this condition is rarely if ever achieved by budget planes like Record and Stanley ex-works. What you need to do is find somebody with a 12" heavy- duty disc sander, and buy a 12" disc of the coarsest aluminum oxide grit you can obtain. 36 grit is ideal ...24 is maybe a tad coarse ...40 is also good but no finer than that ... So, affix the disc (has to be PSA btw ...NOT Velcro) set the table to an accurate 90 degrees and proceed to sand the side of the plane square to the sole. It requires a degree of skill to do this, but as long as you are aware that half of the disc is always ascending , and the other half is always descending, you should be good to go. NB ...you only need to sand one side of the plane ... which side depends on whether you will use it right handed or left handed ...
|
|
#44
06-20-2013, 05:08 PM
|
|||
|
|||
|
Yes, for such a meat and potatos kind of question I've found this a very interesting thread.
|
|
#45
06-20-2013, 07:15 PM
|
|||
|
|||
|
Quote:
At least, that's what I've read from a number of other sources.
|




